Line Balancing in Apparel Production
Line Balancing
Line Balancing is leveling the workload across all processes in a cell or value stream to remove bottlenecks and excess capacity. A constraint slows the process down and results if waiting for downstream operations and excess capacity results in waiting and absorption of fixed costs.
 |
| Line Balancing in apparel industry |
When you consider mass production, garments are produced in lines or set of machines instead of single machine. A line may be assembly line, modular line or section, a line set with online finishing and packing. A line includes multiple work stations with varied work contents. Production per hour is varied depending on work content (standard minutes of particular task/operation), allocation of total manpower to a particular operation, operator skill level and machine capacity. Operation with lowest production per hour is called as bottleneck operation for that line.
Objectives of Line Balancing
Match the production rate after all wastes have been removed to the talk time at each process of the value stream.
- Regular material flow.
- Maximum uses of man power and machine capacity.
- Minimum process time.
- Minimizing slack time.
- Minimizing workstation.
- Maximum output at the desired time.
- Quality maintenance of the garment.
- Reduce production cost.
- Line balancing helps to know about new machine required for new style.
- It becomes easier to distribute particular job to each operator.
- It becomes possible to deliver goods at right time at the agreed quality for list cost.
- Good line balancing increase the rate of production.
- Line balancing helps to compare the required machinery with the existing one and compare balance.
- It also helps in the determination of labor requirement.
- Good balancing reduces production time.
- Profit of a factory can be ensured by proper line balancing.
- Proper line balancing ensured optimum production at the agreed quality.
- It reduces faults in the finished product.
1. Machine layout with actual production.
- >Process#1. Production 40 pieces by 1 machine end production 40 pieces.
- >Process#2. Production 45 pieces by 1 machine end production 40 pieces.
- >Process#3. Production 75 pieces by 1 machine end production 40 pieces.
- >Process#4. Production 80 pieces by 1 machine end production 40 pieces.
- >Process#5. Production 50 pieces by 1 machine end production 40 pieces.
Analysis: Insufficient production due to lack of supply.
2. Machine layout for balancing production.
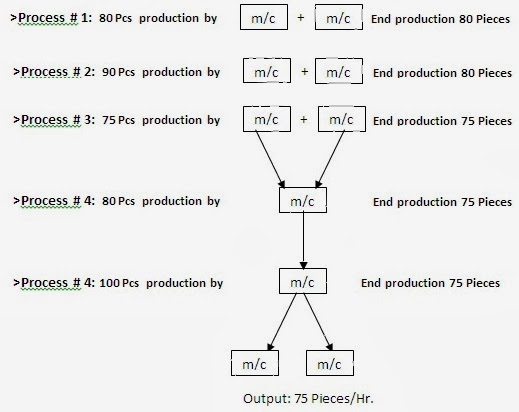 |
Replace skilled or experienced operator for process#3, then production will increase, when production will be 80pices/hour. Then same target 90pices for process1, 3 & 4 and research on it, how production can be increased. The following action can be done.
Limitations of Line Balancing
- Production lines were designed so that conveyor belts paced the speed of the employees‟ work. This arrangement wasn't appreciated by the employees.
- Inevitable changes lead to production lines being out of balance.
- Rebalancing causes disruptions to production
Comments
Post a Comment