Work Measurement in Textile Industry
Work Measurement:
Objectives of Work Measurement:
1. Work study: Work measurement is needed when we do work study. Work study or research can help to develop a current working procedure.
Worker Potential Production Pcs/Hr = 60/BMV ( Basic Time = BMV= Basic Minute Value)
Worker Performance% = (SMV/1.15*100)/Tacct Time [Total average cycle check time]
The Uses of Work Measurement
Revealing existing causes of ineffective time through study, important though it is, is perhaps less important in the long term than the setting of sound time standards, since these will continue to apply as long as the work to which they refer continues to be done. They will also show up any ineffective time or additional work which may occur once they have been established.
In the process of setting standards it may be necessary to use work measurement:
Work measurement is the application of techniques designed to establish the time for an average worker to carry out a specified manufacturing task at a defined level of performance (to measure the time of a work for a worker). It is concerned with the length of time it takes to complete a work task assigned to a specific job .
 |
| Work Measurement in Textile Industry |
1. Work study: Work measurement is needed when we do work study. Work study or research can help to develop a current working procedure.
2. Comparison of alternative method: By doing comparison better method can be found.
- Example: We have two methods and two are good, but after calculating the time we can see that one is taking less time than that of other. In that case we can select the less time select one (job).
3. Worker appointment: By counting or measuring the works of a worker we can select them.
4. Planning: By measuring the capacity of a machine we can plan how many machines are needed for a particular job.
5. Control: By measuring the works of a worker if we see production is not sufficient in that case we can tell the worker to increase his or her production that is it is helping in controlling of production.
6. Incentive: By measuring the works we can give incentive to the better worker as a result other workers will try more for getting the incentive bonus.
7. Budgeting: By measuring the works we can find how many men and machines are needed and how much do it cost and this cost is require for making the budget.
8. Costing: By measuring the works we can find out the labor cost.
9. Team work: How much team work is needed that we can find by measuring the volume of work.
10. Daily comparison: We can compare the time of everyday of works and the targeted time of a particular job then we can discuss with the worker for increasing the production speed.
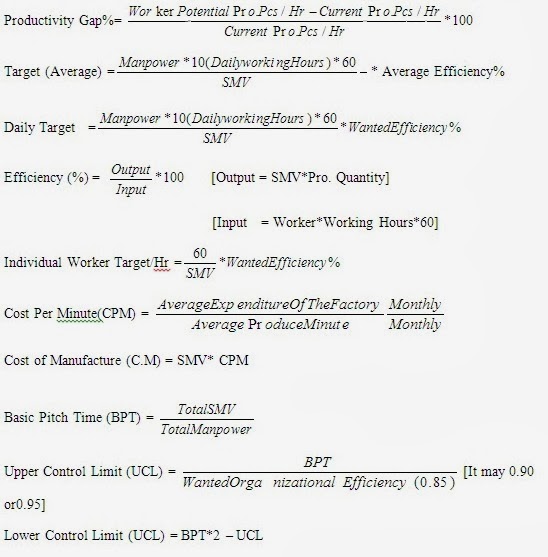
Work Measurement Related Formula:
Work Measurement Related Formula:
Standard Minutes Value (SMV) = Observe Time*Rating +15% (Allowance)
Worker Potential Production Pcs/Hr = 60/BMV ( Basic Time = BMV= Basic Minute Value)
Worker Performance% = (SMV/1.15*100)/Tacct Time [Total average cycle check time]

Techniques of Work Measurement
The following are the principal techniques by which work measurement is carried out:
The following are the principal techniques by which work measurement is carried out:
- Time study
- Activity sampling
- Predetermined motion time systems
- Synthesis from standard data
- Estimating
- Analytical estimating
- Comparative estimating
The Uses of Work Measurement
Revealing existing causes of ineffective time through study, important though it is, is perhaps less important in the long term than the setting of sound time standards, since these will continue to apply as long as the work to which they refer continues to be done. They will also show up any ineffective time or additional work which may occur once they have been established.
In the process of setting standards it may be necessary to use work measurement:
- To compare the efficiency of alternative methods. Other conditions being equal, the method which takes the least time will be the best method.
- To balance the work of members of teams, in association with multiple activity charts, so that, as nearly as possible, each member has a task taking an equal time to perform.
- To determine, in association with man and machine multiple activity charts, the number of machines an operative can run.
- To provide information on which the planning and scheduling of production can be based, including the plant and labor requirements for carrying out the programme of work and the utilisation of available capacity.
- To provide information on which estimates for tenders, selling prices and delivery promises can be based.
- To set standards of machine utilization and labour performance which can be used for any of the above purposes and as a basis for incentive schemes.
- To provide information for labour-cost control and to enable standard costs to be fixed and maintained.
Comments
Post a Comment